Ý nghĩa chủ yếu của NC
Hình ảnh sau đây trình bày chân thành và ý nghĩa được sử dụng thịnh hành nhất của NC. Bạn có thể gửi tệp hình ảnh ở định hình PNG để thực hiện ngoại con đường hoặc gửi cho bằng hữu qua email.Nếu chúng ta là cai quản trị trang web của website phi yêu quý mại, vui lòng xuất phiên bản hình hình ảnh của khái niệm NC trên trang web của bạn.Bạn đang xem: Nc là viết tắt của từ gì
Tất cả các định nghĩa của NC
Như đang đề cập sống trên, các bạn sẽ thấy tất cả các ý nghĩa sâu sắc của NC trong bảng sau. Xin biết rằng toàn bộ các định nghĩa được liệt kê theo sản phẩm công nghệ tự bảng chữ cái.Bạn có thể nhấp vào link ở bên phải đặt xem thông tin chi tiết của từng định nghĩa, bao gồm các định nghĩa bởi tiếng Anh và ngữ điệu địa phương của bạn.| NC | Hải quân Tham tán |
| NC | Bê tông thông thường |
| NC | Bình thường đóng góp cửa |
| NC | Bắc Carolina |
| NC | Bắc qua |
| NC | Bắc Âu đúng theo tác |
| NC | Bối cảnh đặt tên |
| NC | Bộ tinh chỉnh và điều khiển neutron |
| NC | Bộ tinh chỉnh và điều khiển điều hướng |
| NC | Capellan Nacional de Normalización |
| NC | Chiếm đóng trang bị bài |
| NC | Cuộc call mới |
| NC | Cuộc hotline y tá |
| NC | Các chương trình nước nhà Anh |
| NC | Cáp mạng |
| NC | Dân sự NATO |
| NC | Dọn dẹp bình thường |
| NC | Giao ước mới |
| NC | Hóa học phân tử nhân |
| NC | Hội đồng Bắc Âu |
| NC | Khu phức hợp mạng |
| NC | Không Classifiable |
| NC | Không ai quan tiền tâm |
| NC | Không bao gồm |
| NC | Không có Cheats |
| NC | Không gồm bối cảnh |
| NC | Không gồm cuộn |
| NC | Không bao gồm dây cung |
| NC | Không bao gồm kết nối |
| NC | Không bao gồm lớp |
| NC | Không có mạch |
| NC | Không gồm nhận xét |
| NC | Không tất cả thay đổi |
| NC | Không có tín dụng |
| NC | Không có điều chỉnh |
| NC | Không gồm đầu mối |
| NC | Không kết nối |
| NC | Không liên ứng |
| NC | Không tuân thủ |
| NC | Không tính |
| NC | Không được thu thập |
| NC | Không được thực hiện |
| NC | Kiểm kiểm tra bình thường |
| NC | Kết nối mạng |
| NC | Máy tính thần kinh |
| NC | Máy tính xách tay |
| NC | Mũi Canula |
| NC | Mạng Kênh |
| NC | Mạng vật dụng tính |
| NC | Mạng sản phẩm công nghệ ảnh |
| NC | Mạng mã |
| NC | Mới lịch |
| NC | Mới tập đoàn |
| NC | Mới đất nước |
| NC | NATO túng thiếu mật |
| NC | NOCONTRACT |
| NC | NORN tập thể |
| NC | Naga College |
| NC | Nanocrystal |
| NC | Nashville, Chattanooga, và St. Louis con đường sắt |
| NC | Nations Cup |
| NC | Neo-bảo thủ |
| NC | Neocron |
| NC | Nepal thu |
| NC | Net công suất |
| NC | Net kiểm soát |
| NC | Net Continuum |
| NC | Netscape Communicator |
| NC | New Cadet |
| NC | New Caledonia |
| NC | New Canaan |
| NC | New Castle |
| NC | News Corp |
| NC | Nicholas Cage |
| NC | Nick Carter |
| NC | Nick của lớp |
| NC | Nicolae Carpathia |
| NC | Niken Creek |
| NC | Nintendo Trung tâm |
| NC | Nitrocellulose |
| NC | Noam Chomsky |
| NC | Noble và Cooley |
| NC | Nochex |
| NC | Nolo Contendere |
| NC | Noncarcinogen |
| NC | Noncom |
| NC | Nonconvective |
| NC | Nonrecurring chi phí |
| NC | Nordrassil Ceptilus |
| NC | Norton Commander |
| NC | Notifiable cụ đổi |
| NC | Nova College |
| NC | Nova tư vấn |
| NC | Nuchal dây |
| NC | Nucleocapsid |
| NC | Nuke pháo |
| NC | Numismatic Chronicle |
| NC | Nunca |
| NC | Nút trung tâm |
| NC | Nút điều khiển |
| NC | Phi tuyến điện dung |
| NC | Phí |
| NC | Phía bắc miền trung |
| NC | Phòng ko Collagenous |
| NC | Phòng không Communiqué |
| NC | Phòng không bị ăn mòn |
| NC | Phòng Không trả thành |
| NC | Phòng Không kiểm soát chất |
| NC | Phòng không phù hợp |
| NC | Phòng Không-hạ sĩ quan |
| NC | Quân đoàn y tá |
| NC | Quận Nassau |
| NC | Quốc gia thô |
| NC | Quốc gia thô vít Thread |
| NC | Quốc gia trưởng |
| NC | Quốc hội Nepal |
| NC | Số kiểm soát |
| NC | Số lượng kiểm soát |
| NC | Thiên nhiên cuộc gọi |
| NC | Thiện chiến phòng không |
| NC | Thu khiêm tốn phạm vi bảo hiểm |
| NC | Thành phố cơn ác mộng |
| NC | Thần ghê điều khiển |
| NC | Thực hiện tại không có |
| NC | Tiêu rất xây dựng |
| NC | Tiếng ồn hệ số |
| NC | Tiếng ồn tiêu chuẩn |
| NC | Tiếp theo thẻ |
| NC | Trung lập hiện tại |
| NC | Trung trung ương dữ liệu quốc gia khí hậu |
| NC | Trung trọng điểm quốc gia |
| NC | Trung tâm điều phối (USACE) |
| NC | Tròn |
| NC | Trường cđ Northland |
| NC | Tã được bảo hiểm |
| NC | Tư vấn dinh dưỡng |
| NC | Uỷ ban bảo tồn quốc gia |
| NC | Uỷ ban bảo tồn thiên nhiên |
| NC | Xoay bầu Normo |
| NC | Điều khiển mạng |
| NC | Điều kiện bình thường |
| NC | Đại hội toàn quốc |
| NC | Ủy ban chỉ định |
| NC | Ủy ban quốc gia |
NC là viết tắt của Numerical Control. NC hoàn toàn có thể vận hành những máy có tài liệu số để bạn không phải quản lý máy bằng tay.
Gia Công Khuôn Mẫu
Với thứ Cơ
- Người quản lý và vận hành máy yêu cầu là thợ bao gồm tay nghề.
- Lỗi của người quản lý và phát âm sai kích thước rất có thể xảy ra
- Khó bảo trì độ đúng mực và hóa học lượng chuyển đổi rất nhiều.
- Người vận hành luôn phải bên cạnh máy
- không thể xử lý được làm nên phức tạp.
- không ít jig thẩm tra gálà cần thiết *1.
- Năng suất cố gắng đổi.
Gia Công Với đồ vật NC
- Tất khắp cơ thể vận hành máyphải có tác dụng là chỉ xem thứ vì quy trình xử lý được thực hiện tự động bởi tài liệu NC.
- không biến thành hiểu không nên kích thước
- vì độ đúng chuẩn của việc xử lý rất có thể luôn được duy trì, chất lượng của các bộ phận có thể luôn luôn được duy trì.
- Một người vận hành cũngcó thể quản lý nhiều máy.
- ngoài mặt phức tạp có thể được xử lý.
- Không yêu cầu đồ gá gắn bàn cũng rất có thể xoay *2.
- thời hạn xử lý rất có thể được mong tính chủ yếu xác.
- Một quá trình hoàn toàn có thể được tái diễn với tài liệu NC vẫn lưu.
Note:
*1 Jig là 1 công cụ đặc trưng sửa chữa trị một việchoặc được gắn vào trong 1 công đoạn, được thực hiện để phía dẫn xử trí định vị một trong những phần được gia công.
*2 Bàn máylà nơi một phần được để để cắt. Nó di chuyển lên, xuống, sang đề nghị và trái, tiến với ngược lại, với cũng quay.
+++++++++++++++
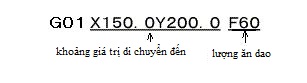
Mã NC thực hiện Để lập trình Chạy Dao
Mã NC là mã lệnh nhằm chạy các máy NC. Mã này có thể xoay các hình ghép, dịch chuyển một bảng và khẳng định tốc độ di chuyển.
1. Mã G (hàm G)
Xác định cài đặt cho hoạt động trục, hệ tọa độ cùng vv trong lắp thêm NC. Số G và 2 chữ số được thực hiện cho mã cùng G00 - G99 có sẵn mang lại mã G.
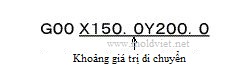
1) Định vị G00
Được thực hiện để dịch chuyển vị trí ban sơ của luật pháp để tiếp cận công việc hoặc vị trí để tạo nên lỗ. Rất có thể di chuyển mang lại vị trí đã xác định một giải pháp nhanh chóng. Tốc độ dịch rời được xác định bởi
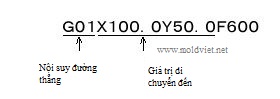
2) Nội suy tuyến tính G01
Được thực hiện để di chuyển một mức sử dụng trên một đường thẳng nối điểm ban đầu và điểm hoàn thành với tốc độ dịch chuyển được xác định.
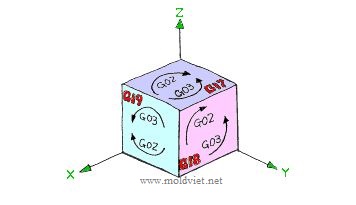
3) Nội suy tròn G02, G03
Được thực hiện để dịch chuyển một phương tiện trên một mặt đường tròn kết nối điểm bước đầu và điểm xong với tốc độ dịch chuyển được xác định.
Xác định tọa độ của điểm giữa mang đến vòng cung tròn theo giá chỉ trị tương đối từ điểm hiện tại.
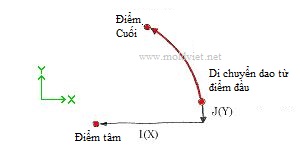
Đối với cung tròn của mặt đường X-Y, các showroom chứa tâm điểm sẽ là I cùng J. I = X, J = Y
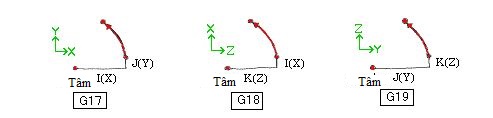
Thông thường, một vòng cung chỉ có thể được tiến hành trên một phương diện phẳng cố kỉnh định. Bởi đó, nội suy cung tròn đang chỉ được triển khai trên phương diện phẳng X-Y, phương diện phẳng Z-X cùng mặt phẳng Y-Z. Mỗi khía cạnh phẳng bao gồm các địa chỉ cửa hàng khác nhau chứa điểm trung tâm của chúng.
Mã xác minh mặt phẳng khẳng định trên khía cạnh phẳng nhưng nội suy cung tròn được thực hiện.

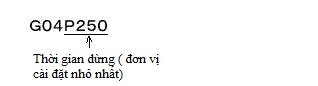
4) G04 dừng (Tạm dừng)
Được thực hiện để tạm dừng đọc tài liệu NC.
5) Định nghĩa khía cạnh phẳng G17, G18, G19 (Chọn vật dụng bay)
Xác định phương diện phẳng bao gồm nội suy cung tròn. Tương tự như như tọa độ viên bộ.
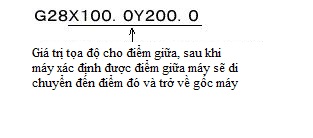
6) G28 Tham chiếu điểm tham chiếu
Thường được gọi là "Nguồn gốc máy" cùng được đặt tại đoạn tối nhiều theo những hướng cùng của từng trục X, Y cùng Z. Được thực hiện làm điểm khởi đầu của luật pháp hoặc vị trí trao đổi công cụ.
7) G40, G41, G42 Công cụ kiểm soát và điều chỉnh đường kính
Được thực hiện để kiểm soát và điều chỉnh vị trí mà lao lý di chuyển.
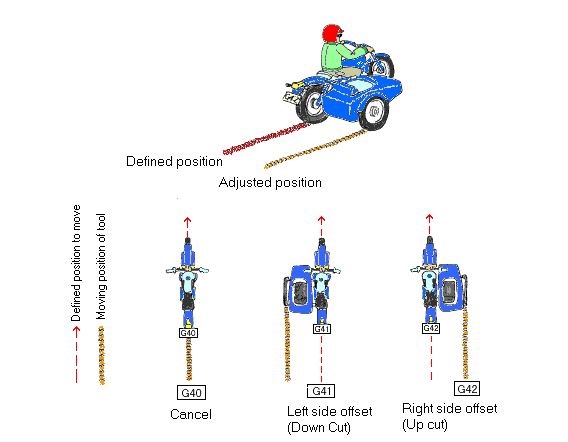
Công chũm điều chỉnh 2 lần bán kính được áp dụng khi sử dụng những dụng cụ gồm đường kính khác nhau với thuộc một tài liệu NC hoặc thực hiện công cụ mới với 2 lưỡi (đường kính 0,02 mỏng tanh hơn) hoặc 4 lưỡi (có đường kính dày hơn 0,03). Chọn 1 giá trị trường đoản cú những đầu vào trong lắp thêm có add D và 2 chữ số.

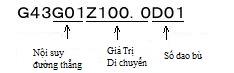
8) G43, G44, G49 Điều chỉnh độ nhiều năm dao
Được áp dụng để điều chỉnh độ dài của những công cụ bằng cách thêm / khấu trừ giá chỉ trị điều chỉnh cho giá trị vận động của trục Z.
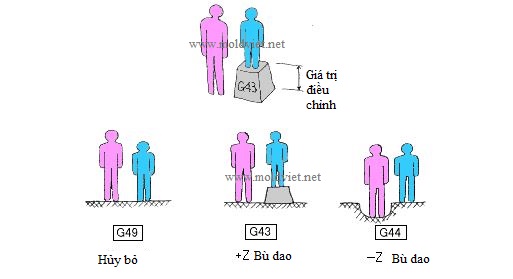
Điều chỉnh độ lâu năm dao được sử dụng khi sử dụng các công cụ gồm độ dài khác nhau tại thuộc một gốc xử lý bằng cách thêm quý hiếm điều chỉnh. Lựa chọn một giá trị tự những nguồn vào trong máy có số add D và 2 chữ số. (H địa chỉ đôi khi rất có thể được sử dụng.)
9) G80 - G89 chu kỳ cố định và thắt chặt (Làm lỗ)
Chu kỳ cố định và thắt chặt có thể chỉ đạo các hành động làm lỗ mà lại thường cần một số khối (lệnh cho bổ sung) chỉ cách một khối. Các mã được khẳng định bằng các phương pháp tạo lỗ. Tài liệu được xác minh cũng phụ thuộc vào vào từng mã.

10) G90, G91 tuyệt đối, lệnh gia tăng
Được áp dụng khi tọa độ của dữ liệu NC được miêu tả là giá bán trị hoàn hảo và tuyệt vời nhất hoặc quý hiếm gia tăng.
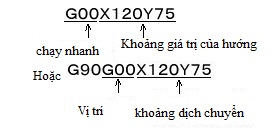
G90 Lệnh hay đối
Sau lúc lệnh này được gửi ra, dữ liệu sẽ được xử lý theo quý giá tuyệt đối. Nếu gồm tọa độ X120Y75, qui định sẽ di chuyển đến địa chỉ của X120Y75.
Lệnh G91 Incremental
Sau lúc lệnh này được gửi ra, dữ liệu sẽ tiến hành xử lý theo quý hiếm gia tăng. Nếu có tọa độ X120Y75, luật sẽ dịch rời đến địa chỉ X cộng 120 cùng Y cộng 75.
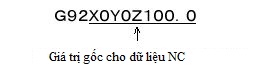
11) thiết lập hệ thống tọa độ G92
Được thực hiện để xác định hệ tọa độ (tọa độ gốc) được thực hiện trong dữ liệu NC mang đến thiết bị NC khi giới thiệu một lệnh hoạt động trong tọa độ hay đối.
2. F mã (F tác dụng Tốc độ thức ăn)
Được sử dụng để khẳng định tốc độ di chuyển cho từng trục X, Y và Z. Nói chung bao gồm hai nhiều loại lệnh mang đến định nghĩa tốc độ nguồn cung cấp dữ liệu. Một là lệnh trực tiếp điều khiển tốc độ nạp dữ liệu. Lệnh sót lại là lệnh số F1 nhằm chọn vận tốc nạp được nhập vào thứ NC. Đối cùng với lệnh trực tiếp, xác minh các giá trị theo mm / phút (milimet / phút).
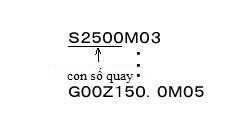
3. S mã (S công dụng tốc độ quay)
Được sử dụng để xác minh số vòng quay mỗi phút mang lại trục thiết yếu của máy. Nói chung có hai nhiều loại lệnh mang lại định nghĩa xoay. Một là lệnh trực tiếp điều khiển số vòng quay trực tiếp. Lệnh sót lại là lệnh số S2 để lựa chọn số vòng xoay được nhập vào trang bị NC. Đối với lệnh trực tiếp, xác minh các quý giá trong r. P m (vòng / phút)

4. Mã T (hàm T - Số công cụ)
Được thực hiện để tự động hóa chọn một công cụ. Lệnh mà qui định được sử dụng cho sản phẩm NC có rất nhiều công cụ như trung tâm tối ưu với chính sách ATC
5. M mã (M công dụng - tính năng phụ trợ)
Làm vấn đề như một công tắc nguồn để chạy máy. Được sử dụng để xoay cùng dừng trục bao gồm hoặc đổi khác công cụ. Những mã này được biểu thị là showroom M và số gồm 2 chữ số. Các mã bao gồm được phân tích và lý giải bên dưới. (Chức năng M này có thể thay đổi tùy theo thứ NC.)
1) Điểm dừng công tác M00
Dừng tảo trục chính và cho nạp năng lượng từng trục. Dấn nút khởi cồn của đồ vật NC nhằm hủy việc tiếp tục. Được thực hiện để bình chọn độ đúng chuẩn của những bộ phận bằng phương pháp dừng các công dụng trong quy trình xử lý.
2) M01 dừng tùy chọn
Hoạt động hệt như M00 nếu công tắc nguồn tùy lựa chọn của vật dụng NC được bật thành BẬT. Nếu như nó được TẮT, mã này sẽ bị bỏ qua.
3) M02 xong xuôi chương trình
Lệnh hoàn thành chương trình. Giả dụ lệnh này được đưa ra, bất kỳ dữ liệu nào sau đây sẽ không được đọc.
Thí dụ
G91G100X100.0Y50.0
G01Z-150.0F120
X160.0
Điểm dừng lịch trình G00Z150.0M00
Y20.0
G01Z-150.0
X160.0
G00Z150.0M01 dừng tùy chọn
X-420.0Y-70
M02 xong xuôi chương trình
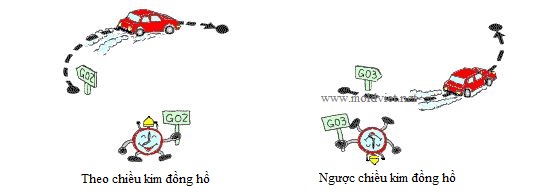
4) M03, M04 Trục thiết yếu theo chiều kim đồng hồ, luân phiên ngược chiều kim đồng hồ
Được sử dụng để luân phiên trục chính. M03 là theo chiều kim đồng hồ thời trang (nếu quan sát xuống từ bỏ phía trên) và M04 theo chiều ngược hướng kim đồng hồ. Trước lệnh này, chúng ta cần xác minh số lần con quay của trục chủ yếu với hàm S.
5) M05 ngừng trục chính
Được sử dụng để dừng quay trục chính
6) đổi khác công cố M06
Được sử dụng để biến hóa công thế cho máy bởi ATC. Cùng với lệnh này, mỗi trục sẽ dịch chuyển đến vị trí đổi khác công cụ. Tuy nhiên công cụ thay đổi được tiến hành tại vị trí, lệnh biến đổi tùy theo máy.
Thí dụ
Công cầm cố T01 vẫn sử dụng
Thay đổi phương pháp M06
Công cố kỉnh T02 được thực hiện tiếp theo
7) hóa học làm mát M08, M09 (ON, OFF)
Chất làm mát là hóa học lỏng để triển khai mát với bôi trơn. Phần đông mã này được thực hiện để hỗ trợ cho điều đó hoặc ngăn chặn điều này. M08 là khiến cho và M09 giới hạn lại.
Thí dụ
G01X200.0F350M08
Z150.0M09
8) M30 xong xuôi băng
Được sử dụng ở cuối băng (băng giấy của dữ liệu NC). Hàm này tương đương với M02.
Thí dụ
M30
Tham khảo các nội dung bài viết có thuộc nội dung:
Tính toán lò xotrong khuôn nghiền nhựa.
Xem thêm: Trái Phiếu Và Cổ Phiếu Khác Nhau Như Thế Nào, So Sánh Cổ Phiếu Và Trái Phiếu
ATC là gì ?
Gia vô tư tia lửa điện EDM
Để contact tư vấn về những loại linh khiếu nại khuôn mẫu như chốt dẫn hướng, lò xo, chốt hồi, vít bịt, bu lông kéo, vòng định vị, tệ bạc cuống phun, bạc tình dẫn phía … giá tốt nhất có thể cùng với dịch vụ service chất lượng tốt nhất thị phần Việt Nam.